黃化機軸在線修復
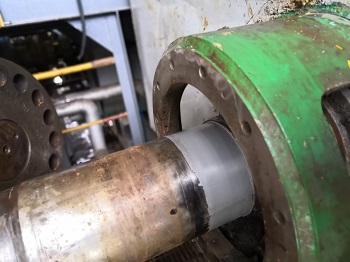
黃化機軸頭磨損數(shù)據(jù): 軸承型號 軸承23052cc/w33 、軸徑260 、磨損寬度100、 A2磨損量大概在1mm左右 、B1磨損量1-2mm左右,轉速每分鐘12-14轉、 溫度60℃,,該設備已經使用10年,軸長度 6000mm。
2018年8月16日,索雷工程師前往企業(yè)對黃化機B1和A2同時展開修復,8小時完成修復工作。
根據(jù)黃化機運行參數(shù)及尺寸,利用《索雷工裝工藝》進行現(xiàn)場修復,具體步驟如下:
1.利用外徑千分尺測量軸定位尺寸制作修復工裝;
2.拆除軸承、軸套后,清理工作面,露出修復部位;
3.對修復部位清潔除油;
4.首先用氧氣乙炔將軸承位進行除油,直至油污碳化;
5.用拋光片將前軸肩定位部位的高點打磨清除;
6.試裝工裝,緊固螺栓直至上下結合面完全閉合;
7.試裝工裝合格后,將工裝清理潔凈并刷涂SD7000脫模劑;
8.利用砂輪機將軸承位打磨粗糙;
9.調和適量索雷SD7104碳納米聚合物材料,沿軸面刮涂均勻嚴密;
10.迅速安裝工裝,緊固螺栓至上下結合面沒有縫隙;
11.材料固化2小時候用乙炔氧氣將軸加熱到80℃以上,促使材料后固化;
12.材料固化后拆除工裝,清理多余材料;
13.測量軸徑修復尺寸,達到安裝要求后熱裝軸承。http://m.lpejuan.com