HFCG150-100輥壓機軸承位磨損在線修復(fù)
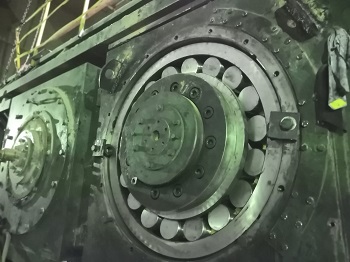
HFCG150-100(合肥院)輥壓機:軸徑600mm、1:12錐、軸承232/600CAK/C3W33,磨損量約1mm。
索雷碳納米聚合物材料技術(shù)是一種冷焊技術(shù),是利用材料的綜合性能和針對性的修復(fù)工藝修復(fù)輥壓機軸承位磨損部位,恢復(fù)原有尺寸公差并滿足設(shè)備運轉(zhuǎn)工況,已達到設(shè)備長久應(yīng)用的目的。根據(jù)輥壓機結(jié)構(gòu)特點,依據(jù)《索雷輥壓機修復(fù)工藝》現(xiàn)場操作步驟如下:
1.首先清除軸上配合部件;
2.清除油垢,并用氧氣乙炔火焰將油跡碳化;
3.根據(jù)前軸肩位置與軸頸尺寸調(diào)節(jié)卡尺的定位尺寸;
4.確定同心;
5.將軸承內(nèi)圈除油清潔干凈,并試裝軸承直至預(yù)留位置;
6.將軸承位修復(fù)部位用砂輪片打磨干凈粗糙、露出金屬原色;
7.用無水乙醇清潔軸承位,至無雜質(zhì)灰塵;
8.將軸承內(nèi)圈均勻嚴密擦涂SD7000脫模劑;
9.根據(jù)軸頸磨損量計算預(yù)估調(diào)和SD7101H的材料;
10.將索雷SD7101H材料均勻嚴密涂敷在修復(fù)部位,第一層要反復(fù)刮研避免氣孔或局部缺損;
11.迅速安裝軸承至預(yù)訂位置;
12.材料固化后拆除軸承,并清理多余材料;
13.檢查修復(fù)部位表面是否缺損,局部缺損時結(jié)合最終安裝軸承時刮涂二遍材料;
14.安裝軸上部件;
15.安裝軸承座,并按要求緊固軸承并測量軸承游隙。http://m.lpejuan.com